Los distintos procesos de corte
pueden ser clasificados en tres grupos:

- Procesos térmicos:
- Oxicorte (de tipo químico)
- Plasma
- Láser
- Procesos de erosión:
- Corte con agua
- Corte con agua con abrasivos
- Procesos mecánicos:
- Punzonado
- Aserrado
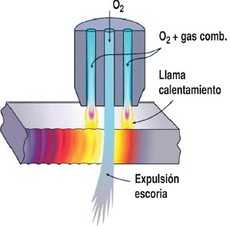
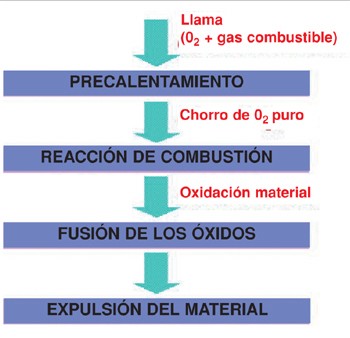
Oxicorte.
Es un proceso de combustión en el que se necesitan tres agentes: un combustible, un comburente (puede ser el oxigeno) y un iniciador de esa
combustión que va ser una llama.
combustión que va ser una llama.
|
Ventajas
Inconvenientes
|
Corte con arco de plasma
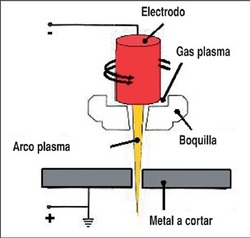
También denominado PAC (plasma arc cutting),.
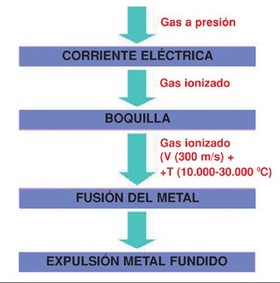
Es un proceso de tipo térmico y en este caso si se persigue la fusión del material. Se busca una temperatura ideal para poder fundirlo y mediante un gas que se aporta y que es el que consigue calentar la pieza, se expulsa el material fundido y se va cortando y avanzando.
En muchas bibliografías se habla del plasma como un cuarto estado de la materia, sin embrago, el plasma no es más que un gas ionizado, es decir, que conduce la electricidad y que por lo tanto es capaz de alcanzar una temperatura muy elevada, la suficiente como para que al proyectarse sobre una pieza la funda.
Es un proceso de tipo térmico y en este caso si se persigue la fusión del material. Se busca una temperatura ideal para poder fundirlo y mediante un gas que se aporta y que es el que consigue calentar la pieza, se expulsa el material fundido y se va cortando y avanzando.
En muchas bibliografías se habla del plasma como un cuarto estado de la materia, sin embrago, el plasma no es más que un gas ionizado, es decir, que conduce la electricidad y que por lo tanto es capaz de alcanzar una temperatura muy elevada, la suficiente como para que al proyectarse sobre una pieza la funda.
|
Ventajas
Desventajas
|
Características especiales del proceso
El corte por plasma puede ser un proceso complementario para trabajos especiales, como pueden ser la producción de pequeñas series, la consecución de tolerancias muy ajustadas o la mejora de acabados.
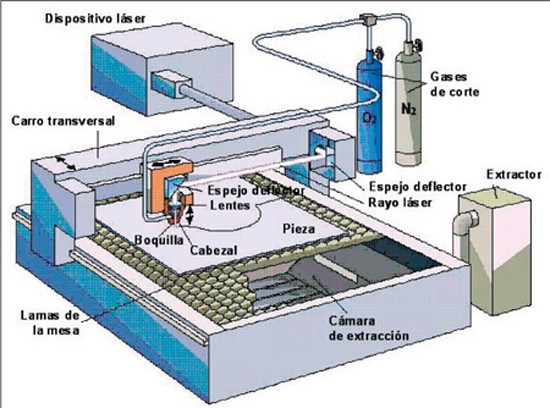
Corte por láser
Es un proceso de tipo térmico. En este caso no se produce la fusión del material sino que se llega a vaporizar ya que la temperatura que se alcanza en el corte es muy elevada.
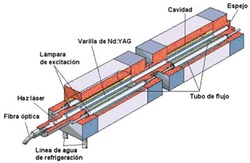
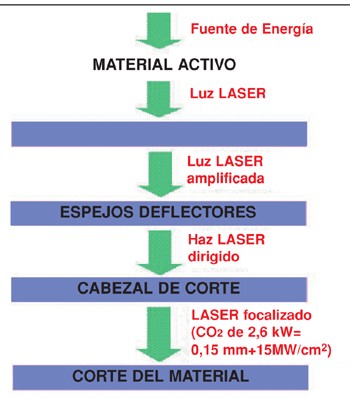
El láser se consigue utilizando un material activo ya sea sólido, líquido o gaseoso que al ser excitado mediante una fuente de energía externa, que puede ser de diferentes tipos; luminosa, eléctrica, etc., emite radiaciones luminosas de tipo láser.
Todo esto se hace dentro de un resonador que es una cámara con dos espejos en sus extremos en donde rebotan las radiaciones luminosas amplificándose. Uno de estos espejos es semitransparente, en algunas partes refleja el material y en otras lo deja pasar.
Para conducir este láser a la zona que queremos cortar se usan los espejos deflectores y una vez que llega al cabezal de zona se focaliza reduciendo el diámetro del haz con el fin de aumentar la potencia y por tanto la temperatura.
El láser se consigue utilizando un material activo ya sea sólido, líquido o gaseoso que al ser excitado mediante una fuente de energía externa, que puede ser de diferentes tipos; luminosa, eléctrica, etc., emite radiaciones luminosas de tipo láser.
Todo esto se hace dentro de un resonador que es una cámara con dos espejos en sus extremos en donde rebotan las radiaciones luminosas amplificándose. Uno de estos espejos es semitransparente, en algunas partes refleja el material y en otras lo deja pasar.
Para conducir este láser a la zona que queremos cortar se usan los espejos deflectores y una vez que llega al cabezal de zona se focaliza reduciendo el diámetro del haz con el fin de aumentar la potencia y por tanto la temperatura.
|
|
Láser de CO2
Su medio activo son moléculas de CO2
La excitación del medio se realiza mediante corriente eléctrica
La radiación emitida es de 10,6 mm
Requiere espejos para conducir el haz láser = Mayor complejidad
Tiene un mayor coste y mayor mantenimiento
Potencia de 1500 a 6000 W
Es muy usado industrialmente (85%).
La excitación del medio se realiza mediante corriente eléctrica
La radiación emitida es de 10,6 mm
Requiere espejos para conducir el haz láser = Mayor complejidad
Tiene un mayor coste y mayor mantenimiento
Potencia de 1500 a 6000 W
Es muy usado industrialmente (85%).
Láser Nd:YAG
Su medio activo es un cristal de granate de Itrio y Aluminio (YAG) dopado con iones de Nd
El medio activo se excita mediante lámpara flash de alta intensidad
Radiación emitida es de 1,064 mm (Se conduce por fibra óptica)
No requiere espejos para conducir el haz láser
Interactúa mejor que el láser de CO2 con materiales como: aceros galvanizado, Al, Cu, Latón, etc.Potencia de 2550 a 4500 W.
Poco usado industrialmente del proceso de corte por láser de Nd:YAG
El medio activo se excita mediante lámpara flash de alta intensidad
Radiación emitida es de 1,064 mm (Se conduce por fibra óptica)
No requiere espejos para conducir el haz láser
Interactúa mejor que el láser de CO2 con materiales como: aceros galvanizado, Al, Cu, Latón, etc.Potencia de 2550 a 4500 W.
Poco usado industrialmente del proceso de corte por láser de Nd:YAG
Ventajas
|
Desventajas
|
